家具生产过程中的薄木备料技术复杂繁琐,本文以薄木贴面工艺流程为主线,中木商网陈昌文通过介绍薄木的基础知识,薄木的加工技术等对薄木备料技术进行讲解。

典型拼花单元的制作技术
在实际生产中,为了提高薄木的利用率,降低产品的成本,拼花薄木各单元的制作工艺应当特别设计。应尽量避免直接使用大片薄木直接裁切而成(除了异形等特殊形式以外)下面中木商网陈昌文给大家介绍几种常见的拼花单元制作过程。
方形单元制作
木纹方向与边缘平行的方形单元直接裁切下料,木纹方向为方料对角或者与边缘呈一定角度的单元需要倾斜下料。
下面通过实例来讲解具体过程。
要加工下图所示的方形单元,要经过以下步骤。

步骤一:
选取符合要求的山纹原料,将薄木靠60度备料,备料长度为220mm (200mm 加上 20mm 余量) ,虚线为裁切线。裁切角度根据花纹角度选择,一般大于45度,常用45度和60度两种模板。

步骤二:
将备料薄木裁成宽度 140mm(120mm 加上20mm 余量) ,如薄片宽度不足,可取相应的直纹窄条,按同样的方法制备,并将其拼成所需规格,拼好后的薄木约为140mmX220mm 的平行四边形。

步骤三:
将已经备好的两片薄木顺向拼合成下图所示的图形。

步骤四:
按上图中的裁切线,以花尾中点为起点,将薄木一裁为二,并顺拼成下图的所示的长方形图形。

步骤五:
根据上图中的裁切线部分,居中将薄木一裁为二,就得到所需拼花单元的毛料规格,约 220mm X 140mm 长方形,就可以制作完成,如下图所示。

菱形单元制作
与一边平行的菱形单元只需成角度裁切即可,与一边垂直的菱形单元也只是将方形单元两边各拼一个三角形直纹即可。菱形单元生产最复杂的是对角线方向。
下面我们来看看对角线方向的是如何制作的。

步骤一:
将山纹薄木长片裁切成宽207mm ,不足宽用直纹料拼合补足,且尽可能使山纹居中。
步骤二:
呈 50度裁切备料,高度约为266m(246mm 加上量 20mm) ,如下图所示。

步骤三:
将多片薄木拼合成如下图所示的长片平行四边形,要注意的是要加20mm的加工余量分均匀分布在各单元 ,拼合数量应是拼花组合中该单元需求量的整数倍。

步骤四:
以 78. 4度做成精确靠模,按上图所示的过花尾中心的裁切线,将薄片裁切成A 、B 两部分,并按下图所示的位置拼合。

步骤五:
按上图所示的裁切线,先修一边,再以此边为基准将薄片宽度精切为246mm 。
步骤六:
将精裁后的长片薄木,以薄木长边为基准,利用76.4度精确靠模,先在一端修一刀,然后依次裁切成精确长度为246mm的菱形,即可得所需的单元。

三角形单元制作
花纹与一边平行的三角形制作方法较为简单,将薄片做成相应规格的方形或平行四边形后,取对角即可。花纹与一边垂直或与中线一致的三角形单元主要有两种典型的做法,一类为等腰取角法,一类为倒顺拼合法。
两种方式陈昌文用图片的方式给大家展示一下。
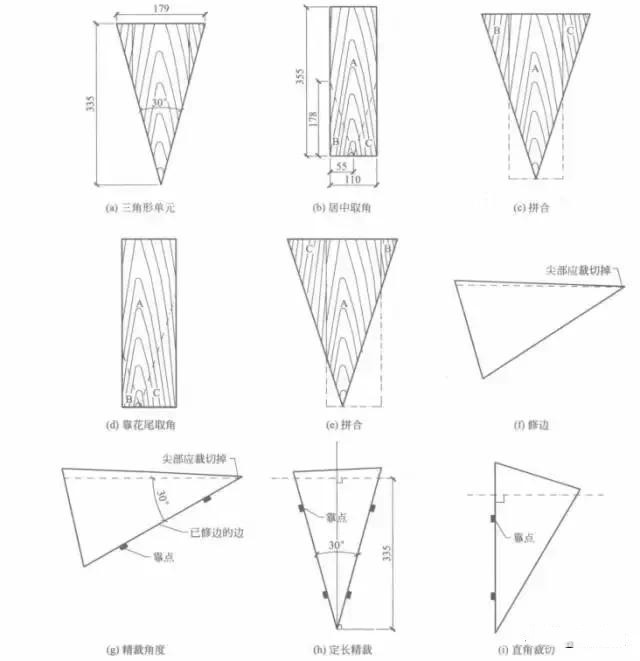
三角形等腰取角法制作过程

三角形倒顺拼合法制作过程
典型项目举例分析
米字花效果图的制作
"米"字花是薄木拼花的常见形式之一,它主要是通过两种角度不同但和为90度、木纹方向沿三角形中分线的三角形单元,沿顶点拼合成"米"字形状或其中的一部分,或将其边缘做成曲线形状。这类拼花形式在餐桌面板、柜类门板中应用广泛。
详细制作流程
步骤一:单元拆分
此拼花有五种不同的拼花单元,一种三角形单元、一种扇形单元、一种弧形边条以及两种不同规格的拼花边条。
步骤二:选料
按产品要求挑选优质大山纹樱桃木及直纹黑胡桃薄木作为原料,要求两种薄木厚度一致,表面无明显缺陷,每叠料应为4的倍数,且纹理色泽相近,方便配花。
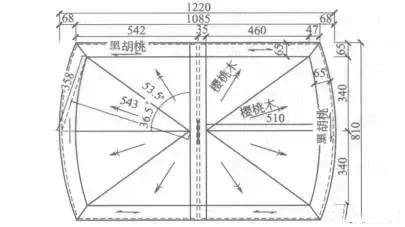
步骤三:三角形单元制作
①角度为53.50的单元备料规格为 480mmX340mm,按倒顺拼合法制作,但要求拼成长方形后只需沿对角线裁开即可,暂不需精裁。
②角度为 36 . 5的单元备料规格为563mmX200mm ,按等腰取角法制作,也只要求将角度精裁即可,暂不精裁。
步骤四:拼花边条制作
①直边条制作
②弯形边条制作。将直纹薄木拼成规格为820mm X 115mm 的边条毛坯2片,然后放到冲床上冲切弧边,注意定位,保证冲切位置精确。
步骤五:芯板拼合
板芯拼合将制得的三角形按下图所示的图案拼合起来,要求36.50度角尖部对齐,53.5度角尖部部分重叠,拼合前要求选取纹理色泽相近的拼合在一起。

步骤六: 精裁及冲切
①将拼合后的薄木折叠成如下图所示的形式,然后以折叠边为靠边靠90度,通过顶点先裁一刀。

②以刚裁切的边为靠边靠90度,沿裁切线将薄木精裁为340mm;
③将裁切后的薄木放到冲切刀模上,以两直角边为靠边定位,并用美纹胶纸固定,防止错位,然后放到冲床上沿冲切线进行冲切,展开即得所需的板芯。
步骤七:拼花组合
将制得的板芯及拼花边条用白色水胶带按图下图所示的图形拼合起来, 要求边条相互重叠,各拼合线密缝。

步骤八:划线
利用事先制作的角度模板,以拼合顶点为基点,画出裁切线。
步骤九:打角将重叠部分按拼花图的要求,用刀和锤子沿裁切线打断,并将多余碎薄片清理掉。
步骤十:贴角将打角后的拼缝用水胶带粘贴固定。
步骤十一:检修
步骤十二:入库
寄木细工
寄木细工就是要充分运用木材的天然色泽将不同颜色的木料拼制在一起,组成精致的几何图案最终做成各种木制工艺品。

根据设计的图案把组成图案的最小色块用木头加工出来做成一个个小的切片。几何形状的图案就靠这些不同角度的小小切片组合而成的,可以清晰连贯而没有任何的缝隙。

然后再把拼好的一条木条切成小块,这每一个小块可以看作是整个图案的一个单元,然后再由工匠把各种小块根据设计的图案组合起来成为一个大木块。

将木刨放在刚才组合起来有纹样的那一面上,然后用木刨把图案刨出来。熟练的工匠可以把图案完整地刨下,刨出的图案薄的就像一张纸一样,非常柔软但是带有木头的质感。这个图案就可以贴合在各种工艺品上。

延伸阅读:装饰单板贴面胶合板